
Cutting head protection
Protective glass and nozzle routines are treated as production controls, not afterthoughts.
Technology is presented as the practical connection between laser source, cutting head, CNC software, automation, service data, and the decisions operators make during a production shift.
A serious laser project is not finished when a power rating looks impressive on a quote sheet. The real question is whether the beam, motion system, gas delivery, cutting head protection, nesting software, and maintenance plan combine into a repeatable process that operators can control under daily production pressure.
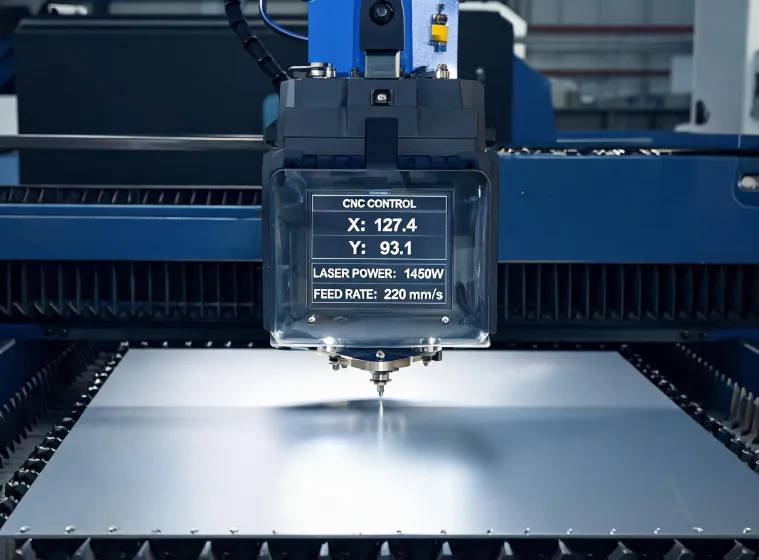
For fiber laser cutting machines, the technology discussion often begins with material thickness and edge expectations, then moves quickly into nozzle behavior, pierce strategy, assist gas consumption, protective glass routines, and the way programs move from the office to the control. Each detail affects cost, quality, and confidence.
Useful laser technology is visible in the records it leaves behind: cut charts, training notes, alarm responses, inspection samples, service intervals, and measurable output from the production cell.
CO2 laser assets can remain relevant in plants that understand optics care, program transfer, and the economics of staged upgrades. Bystronic technology content therefore treats legacy support, fiber adoption, automation planning, and data visibility as parts of one technical roadmap rather than isolated marketing themes.
Protective glass and nozzle routines are treated as production controls, not afterthoughts.
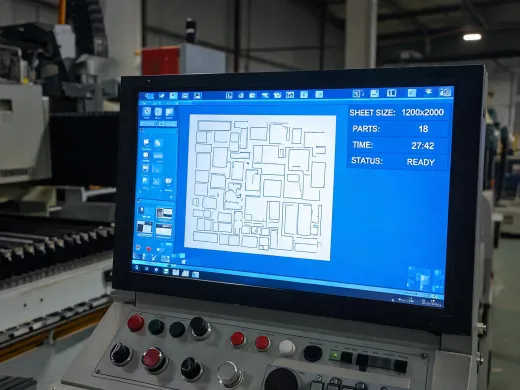
Office files, operator prompts, and machine data need a clean route into the cutting cell.

Material flow should be judged by loading time, operator access, remnant handling, and queue behavior.

Cut samples, inspection records, and alarms help turn machine settings into accountable output.
The response can address fiber or CO2 fit, automation readiness, software handoff, safety documentation, and the service routines needed to protect uptime.